テーパ穴/大端穴径/小端穴径/穴の盗み/シャンク
主として金属切削用として一般に用いるリーマに関する用語について規定しているリーマ用語において、”b)リーマの要素”に分類されている用語のうち、『テーパ穴』、『大端穴径』、『小端穴径』、『穴の盗み』、『シャンク』のJIS規格における定義その他について。
金属部品などの下穴を正確に仕上げると共に、滑らかな仕上げ面を得るために用いるめ穴加工(下穴加工)工具であるリーマの、種類(構造、機能、用途、取付方法などによる分類)リーマの要素、リーマの角度、精度などに関連する用語として、リーマ用語(JIS B 0173)において、”b)リーマの要素”に分類されているリーマ用語には、以下の、『テーパ穴』、『大端穴径』、『小端穴径』、『穴の盗み』、『シャンク』などの用語が定義されています。
リーマ用語(JIS B 0173)
⇒【b)リーマの要素】
分類: リーマ用語 > b)リーマの要素
番号: 2008(4.12.1)
用語: テーパ穴
定義:
円すい状になっているリーマ穴。(※1)
量記号(参考):
−
対応英語(参考):
taper bore
分類: リーマ用語 > b)リーマの要素
番号: 2009(4.12.2)
用語: 大端穴径
定義:
シェルリーマ(※2)のテーパ穴の最大径(図1参照)。(※3)
量記号(参考):
−
対応英語(参考):
large end diameter of the bore
分類: リーマ用語 > b)リーマの要素
番号: 2010(4.12.3)
用語: 小端穴径
定義:
シェルリーマのテーパ穴の最小径(図1参照)。
量記号(参考):
−
対応英語(参考):
small end diameter of the bore
分類: リーマ用語 > b)リーマの要素
番号: 2011(4.12.6)
用語: 穴の盗み
定義:
リーマとアーバのはめあいを良くするために、リーマ穴に設けた逃げ部(図1参照)。
量記号(参考):
−
対応英語(参考):
recess
分類: リーマ用語 > b)リーマの要素
番号: 2012(3.2)
用語: シャンク
定義:
リーマの柄部で、通常使用に際し保持する部分(図2参照)。(※4)
量記号(参考):
−
対応英語(参考):
shank
(※1)
リーマ穴とは、シェルリーマをアーバに保持又はスピンドルの軸心と同心させるための穴のことです。
(※2)
シェルリーマとは、主に仕上げ用として使用される多刃数で高精度な組立リーマでローズリーマタイプにすることもあります(JIS B 4406 参照)。
アーバの形式には、ストレートシャンクアーバとテーパシャンクアーバとがあります(JIS B 4407 参照)。
シェルリーマ
(※3)
図1は、以下です。
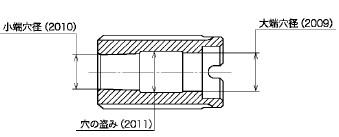
図1(大端穴径・小端穴径・穴の盗み)
(※4)
図2は、以下です。
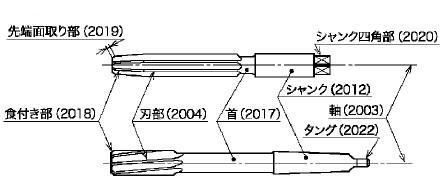
図2(軸・刃部・シャンク・首・食付き部・先端面取り部・シャンク四角部・タング)
[ タップ・ダイス・リーマ > リーマの要素 ]