外周の振れ/食付きの振れ/直径精度/テーパ精度
主として金属切削用として一般に用いるリーマに関する用語について規定しているリーマ用語において、”d)リーマの精度”に分類されている用語のうち、『外周の振れ』、『食付きの振れ』、『直径精度』、『テーパ精度』のJIS規格における定義その他について。
金属部品などの下穴を正確に仕上げると共に、滑らかな仕上げ面を得るために用いるめ穴加工(下穴加工)工具であるリーマの、種類(構造、機能、用途、取付方法などによる分類)リーマの要素、リーマの角度、精度などに関連する用語として、リーマ用語(JIS B 0173)において、”d)リーマの精度”に分類されているリーマ用語には、以下の、『外周の振れ』、『食付きの振れ』、『直径精度』、『テーパ精度』などの用語が定義されています。
リーマ用語(JIS B 0173)
⇒【d)リーマの精度】
分類: リーマ用語 > d)リーマの精度
番号: 4001
用語: 外周の振れ
定義:
両センタ又はシャンク(※1)を基準にしてリーマを回転したときのマージン(※2)部の半径方向の最大値と最小値との差。
両センタ又は、シャンクの基準によって、両センタ基準の外周の振れ又はシャンク基準の外周の振れという。
量記号(参考):
tr
対応英語(参考):
radial run out
分類: リーマ用語 > d)リーマの精度
番号: 4002
用語: 食付きの振れ
定義:
両センタ又はシャンクを基準にしてリーマを回転したとき食付き切れ刃(※3)の垂直方向の最大値と最小値との差。
両センタ又は、シャンクの基準によって、両センタ基準の食付きの振れ又はシャンク基準の食付きの振れという。
量記号(参考):
tc
対応英語(参考):
run out of chamfer
分類: リーマ用語 > d)リーマの精度
番号: 4003
用語: 直径精度
定義:
直径(※4)の寸法測定位置における最大寸法と最小寸法の差。
量記号(参考):
td
対応英語(参考):
diametric accuracy
分類: リーマ用語 > d)リーマの精度
番号: 4004
用語: テーパ精度
定義:
テーパリーマ(※5)の基準長さに対するテーパ量の誤差。
量記号(参考):
tt
対応英語(参考):
taper accuracy
(※1)
シャンクとは、リーマの柄部で、通常使用に際し保持する部分のことです(以下の図2参照)。
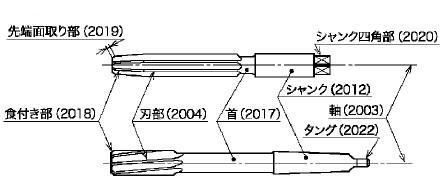
図2(軸・刃部・シャンク・首・食付き部・先端面取り部・シャンク四角部・タング)
(※2)
マージンとは、ランド上で、切れ刃に連なり逃げが付いていない部分のことです(以下の図4参照)。
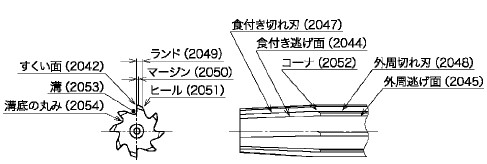
図4(すくい面・食付き逃げ面・外周逃げ面・食付き切れ刃・外周切れ刃・ランド・マージン・ヒール・コーナ・溝・溝底の丸み)
(※3)
食付き切れ刃とは、食付き部の切れ刃(刃部の構成要素の一つで、すくい面と逃げ面との交線)のことです(上の図4参照)。
(※4)
直径とは、刃部の一番大きい箇所の外径の寸法のことです。
ただし、テーパリーマではテーパの基準位置における直径をいいます(以下の図3参照)

図3(基準位置・首部・全長・刃長・首径・首の長さ・シャンク径・シャンクの長さ・四角部の長さ・四角部の幅・タングの長さ・食付きの長さ・テーパ全角)
(※5)
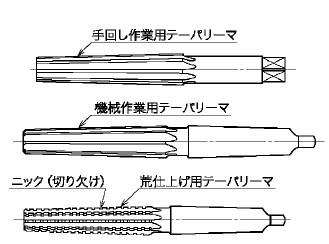
テーパリーマとは、テーパ差込み穴の仕上げに用いるリーマのことです。
手回し作業用と機械作業用とがあります。
荒仕上用のものには切れ刃にニックが付けてあります。
テーパリーマ
[ タップ・ダイス・リーマ > リーマの角度,精度 ]